 عربى
عربى English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










سنناقش اليوم كيفية اختيار السُمك وتصميم الفتحات عند استخدام استنسل SMT.
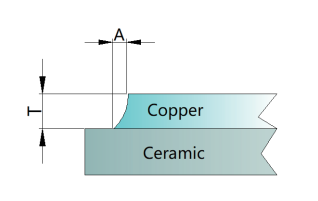
تحديد سمك استنسل SMT وتصميم الفتحة
يعد التحكم في كمية معجون اللحام أثناء عملية طباعة SMT أحد العوامل الحاسمة في التحكم في جودة عملية SMT. ترتبط كمية معجون اللحام ارتباطًا مباشرًا بسمك قالب الاستنسل وشكل وحجم الفتحات (سرعة الممسحة والضغط المطبق لهما أيضًا تأثير معين)؛ سمك القالب يحدد سمك نمط عجينة اللحام (والتي هي نفسها في الأساس). لذلك، بعد تحديد سمك القالب، يمكنك تعويض متطلبات لصق اللحام المختلفة للمكونات المختلفة عن طريق تعديل حجم الفتحة بشكل مناسب.
يجب تحديد اختيار سمك القالب بناءً على كثافة تجميع لوحة الدائرة المطبوعة، وحجم المكونات، والتباعد بين المسامير (أو كرات اللحام). بشكل عام، تتطلب المكونات ذات الفوط والمسافات الأكبر حجمًا المزيد من معجون اللحام، وبالتالي قالبًا أكثر سمكًا؛ على العكس من ذلك، تتطلب المكونات ذات الوسادات الأصغر والمسافات الأضيق (مثل QFPs وCSPs ذات المسافة الضيقة) معجون لحام أقل، وبالتالي قالبًا أرق.
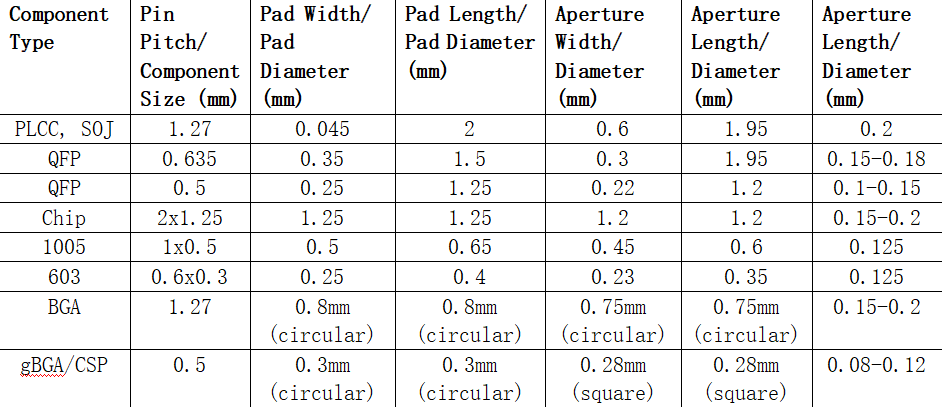
أظهرت التجربة أنه يجب التأكد من أن كمية معجون اللحام على منصات مكونات SMT العامة يجب أن تكون حوالي 0.8 ملجم / مم ² ، و حوالي 0.5 ملجم/مم ² للمكونات ذات الطبقة الضيقة. الكثير يمكن أن يؤدي بسهولة إلى مشاكل مثل الاستهلاك المفرط للحام وسد اللحام، في حين أن القليل جدًا يمكن أن يؤدي إلى عدم كفاية استهلاك اللحام وعدم كفاية قوة اللحام. يوفر الجدول الموضح على الغلاف حلول تصميم الفتحة وقوالب الاستنسل المقابلة للمكونات المختلفة، والتي يمكن استخدامها كمرجع للتصميم.
سوف نتعلم معرفة أخرى حول استنسل PCB SMT في الجديد القادم.
